
1.試運転前の準備
①、電気機器
②、メインPLC:SIEMENS S7-1500 (CPU-1511C-1PN)
③、HMI: シーメンス TP1200
④、ドライブ:DANFOSS FC300
⑤、電子断線検出
- 試運転ソフトウェア
- メインPLCとHMI:TIAポータルV15.1
- 駆動:MCT-10
ドライブのパラメータを調整するために使用される USB ケーブル。
2.配線確認
①、機器の電源を入れる前に、各部品の内部回路や部品間の接続を確認し、主回路と電源を制御するエアスイッチがオフ状態になっていることを確認する必要があります。
②、通常ラインチェック
a. シールド線は、図面の要求に従ってシールド線を使用すべき場所で使用されているかどうか。機器が適切に接地されているかどうか。接地線の接地抵抗は可能な限り小さくする必要があります(個別の接地は 4 オームを超えてはなりません)。
③、電気配線を確認する
電源投入時の安全性を確保するため、回路を注意深く確認し、電気回路図と電気配線表と組み合わせて周辺回路が正しく回路図と一致しているかどうかを確認してください。
④、強電流と弱電流が交差接続されていないことを確認してください。
すべてのモーターの三相抵抗がバランスされているかどうか、24V電源と220V出力が短絡していないかどうか、接続が短絡、断線、接地されていないかどうか。
⑤、電気キャビネット内の銅バーとブレーキ接続を確認する
電気キャビネット内の銅バーの接続を注意深く確認してください。DC バスバー DC+ と DC- は、逆接続、短絡、または接地されてはなりません。
⑥、ブレーキ抵抗器の点検
a. 制動抵抗器の抵抗値を測定し、図面に記された抵抗値と比較します。
b. 制動抵抗器はアースに短絡してはいけません。
7. モーターエンコーダの配線を確認する
図面に従ってエンコーダの配線を確認してください。
EB50B8-L4HR-1000 エンコーダ配線色比較。
3.全線電源供給
1.まず、制御ループ電源をオンにし、DC 24V電圧が正常かどうかを測定し、PLC電源の電力伝送後に異常がないかどうかを確認します。
2. 装置の近接スイッチが正常に動作しているかどうかを確認し、メーターカウント、所定の位置への配置など、その感知距離を調整します。 3. ケージ上のスプールの張力、スプールのロック、およびスプールのクランプ/リリーススイッチが正常かどうかをテストします。図に示すように、0は閉じ、1は開きます。スプールの張力制御はスプールを締めることであり、スプールは電気でロックされ、オンとオフが切り替わります。スプールのロックは、ロックプレートの開閉を制御することです。スプールの締まり具合は、
スプールクランプシリンダーのクランプ状態または緩め状態。
4. アクションシーケンスの最初のステップはテンションを選択すること、2 番目のステップはスプールをロックすること、3 番目のステップはスプールを締めることです。
5. ケージのボタンの状態は次のとおりです。
a. 操作ボタンボックスのコンポーネントには、積載装置の上下、ケージの前進および後進ジョグ、位置決めの前進および後進操作、設備の警報ベル、機械全体のジョグ、急停止、緊急停止が含まれます。
b. 積載装置の上限リミットスイッチ。


- 積載装置のダウンリミットスイッチ
b.自動停止のためのアプローチスイッチの位置。


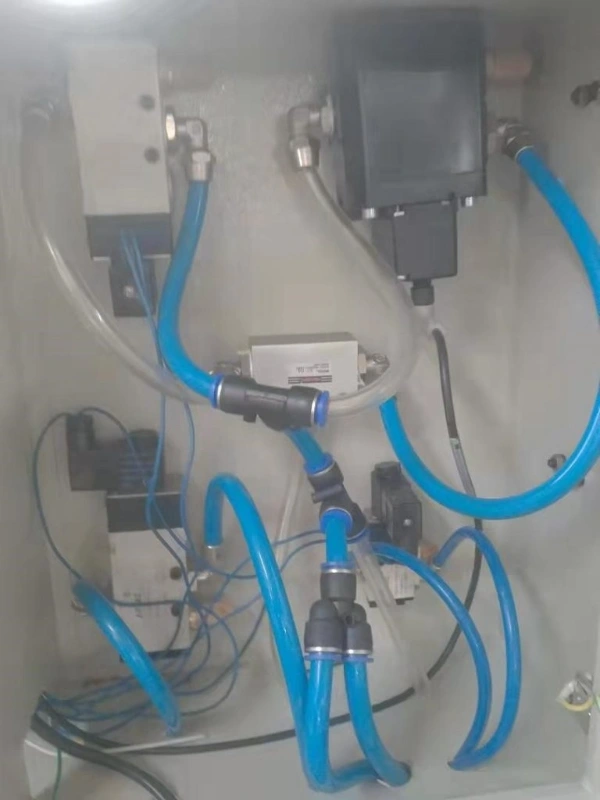
6. 赤でマークされた部分はケージブレーキソレノイドバルブとブレーキ比例バルブで、他の大きな比例バルブはケージ入口ソレノイドバルブで、小さなものは回転空気入口、エアバッグの冷却ソレノイドバルブ用です。

7. 写真には 3 つの位置があります。中央はニュートラル、右は高速で、機器は正常に動作しています。左は低速位置決めで、ボビンの装填に必要です。近接スイッチ検出が配置されています。
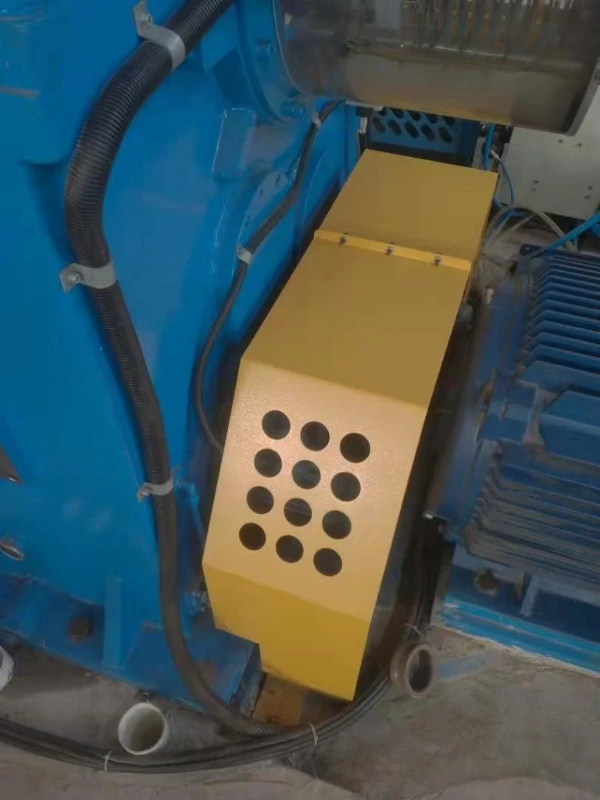
8. 黄色の保護カバーの下にはオイルポンプモーターがあります。

9. 機械の稼働中は、この視覚ウィンドウを見て、オイルポンプが正しく動作しているかどうかを確認します。
10. 電線断線調整。

11. 生産工程でリールがある場合は、図の赤いボタンを押すと、緑色のライトが点灯して作業モードになります。緑色のライトが赤に変わると、断線の問題が検出されたことを意味します。リールがない場合は、図 1 と 2 を閉じます。
12. パラメータ設定
関連するパラメータは、機械の出荷前にすでに設定されています。
13. 積載位置を調整する
満載のリールを使用して、低速自動位置決め装置のデバッグを行い、各ケージの各均等部分の誘導ブロックの位置を調整し、積載ユニットの上下の制限スイッチを溶接します。
14. てリアルランニング全体 上記の確認が終了したら、ライン全体の試運転が可能です。